


为保证零件的渗氮效果,根据需要炉内可设置辅助阳极
(1)离子渗氮设备。离子渗氮炉应密封良好,符合JB/T2897《辉光离子氮化炉基本技术条件》的要求。
设备配备有压力表、气体流量计、U形真空计,可对渗氮过程进行炉内压力、真空度、氨气供应量的控制和监测。还应配有测渐装置。
为保证零件的渗氮效果,根据需要炉内可设置辅助阳极。
(2)渗氮介质。采用瓶装氨气,应符合GB536《液态无水氨标准》中的一级标准。氨气通入前应经过干燥处理。
氨气应减压后经过流量计通入炉内,压力一般不超过0.1MPa,并可调控流量。
(3)渗氮零件的预先处理。不锈钢渗氮件应按“不锈钢渗氮前的预先处理”的要求进行预处理。
(4)离子渗氮前的生产设备。
①渗氮件的检查。离子渗氮工件表面应清洗,去除锈痕、油污、脏物,并在入炉前烘干。工件不宜有尖角、锐边。
为保证离子渗氮的质量,工件表面粗糙度应达Ra1.6μm或更高,对于渗氮后不再磨削的工件,表面粗糙度不大于Ra0.8μm。离子渗氮件原则上不留加工余量,必须留有磨量时,最大留量不大于0.05mm。
②对于工件上易引起辉光放电之处,如小孔(特别是ф1~ф8mm的盲孔)、缝隙等,应采取堵塞等措施,以防止打弧。
对不需要渗氮的部位应屏蔽。注意,不能采用镀层的方法。
③工件入炉前,应检查设备的机械、电气系统及附属装置,保证正常使用。
④根据工件的形状适当摆放或吊挂,要防止相互接触,工件的间距不小于10mm,如采用辅助阳极,阳极与氮化件表面的距离在50~120mm时效果最好。
⑤根据技术检查的要求,放入同材质并经过相同预先处理的试块。
(5)渗氮操作。工件入炉后盖好炉盖,连通各管道,开启真空泵、排除炉内空气,预抽真空。当炉子内真空度达7~40Pa时可稍加氨气接通电源,输入高压电流起辉,开始应采用不大于10A的小电流打弧,溅射工件,使工件表面净化。
当工件表面已净化、辉光稳定后,应加大电流,使工件升温,为防止工件变形,可根据零件的情况缓慢升温,升温速度视情况控制在100~150℃/h之间。
炉温升至规定的保温温度后,稳定电压、电流进行保温,按工艺规范调整电压、电流、温度、氨量、炉内压力等参数,控制辉光厚度在2~3mm之间。
工件保温结束后停止供气,切断电源,使工件冷却。对于有严格变形要求的零件,也可继续以小电流维持弱辉光,从而降低炉内工件的冷却速度。
工件应在150℃以下出炉。开启炉盖前应向炉内通入空气,以恢复炉内的压力。
操作结束后按规定进行质量检查。
1Cr18Ni9Ti奥氏体不锈钢离子渗氮工艺如图7-6所示。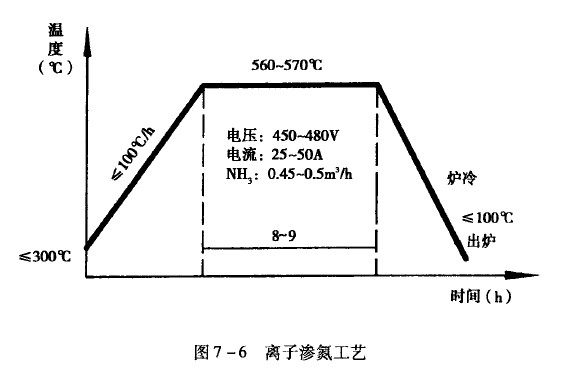
更多信息
请直接与我公司服务人员联络(咨询热线:0769-82621055全国统一热线:400-699-1286),以获得更多的有关不锈钢铜铝、不锈钢、440C、铜、铝 、铜合金、铝合金、的选择、应用及库存等相关资料。
资料来源:东莞市弘超铜铝有限公司
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2013-08-24】 【关闭本页】
Tel:0769-82621088 82621066 Fax:0769-82621099 E-mail:sales@hc-sus.com
公司名称:东莞市弘超模具科技有限公司 详细地址:广东省东莞市塘厦镇林村管理区
ICP备案号:粤ICP备09088529号-2 技术支持:搜优网站建设 华工大特殊钢研究中心 中国特殊钢网