


浅淡不锈钢机械操作埋弧焊焊接工艺的有利条件
- 不锈钢用这种焊接方法适用于一般机械操作埋弧焊焊接不到的场合。焊接速度及均匀程度完全由焊工手工操作控制。焊接短而小且不规则的焊缝时,焊枪没有支托,由焊工手持焊枪很费体力,对于焊接较长的焊缝,可以采用支持器沿接缝处移动,以减轻焊工的体力负担还能得到平直的焊缝。在没有熟练掌握手工操作技术以前,焊接速度以20 - 29m/h为宜待操作熟练后,可在较大范围内改变焊接速度。手工操作埋弧焊可进行平焊位置对接焊缝和角焊。用它焊接T形接头、搭接接头和角接接头的角焊缝最多。角焊缝的焊接可采用船形位置和平角位置两种,其中船形位置焊缝形式最为理想,能为焊缝成形提供最有利条件。
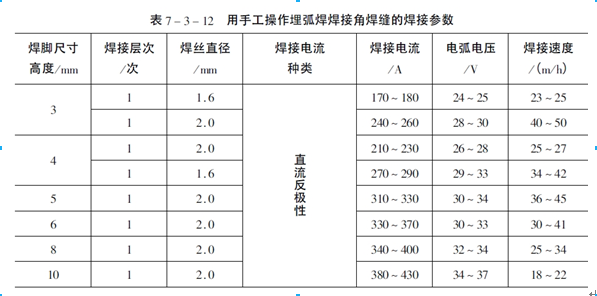
采用手工操作埋弧焊进行间断角焊最理想。其焊接生产效率比焊条电弧焊可提高5倍,而且焊缝质量良好。进行间断角焊时,焊完一段焊缝后,可以用较快的速度将焊枪移到未焊的另一段进行施焊,不必切断埋弧焊机的电源和送丝开关。为了使焊缝的间距相等,可事先用粉笔作好标记,移到标记处进行焊接。手工操作埋弧焊焊接奥氏体型不锈钢的角焊缝时,其焊接参数见表7-3-12。
采用焊剂自动回收器不仅解决了手工回收焊剂劳动强度大的问题,同时还能边收边用,深受焊工欢迎。焊剂自动收回器分混合式气流引射和分离式气流引射两种,后者的回收率高得多。
分离式气流引射的自动回收器,焊剂与引射工作气体是分开的,其优点是使压缩空气中残留水分和油分不会与焊剂混合在一起而弄脏弄湿焊剂。
混合式气流引射的自动回收器,压缩空气中残留的水分和油分必然要与焊剂相混合而进入回收室,不能保证焊剂干燥和无油分,它将影响焊剂的质量,使焊剂不能直接使用。如果对压缩空气的质量进行严格的处理,比较干净地排除掉油分和水分,这种自动回收器可广泛使用。
请直接与东莞市瀚弘不锈钢铜铝有限公司服务人员联络(热线电话:0769-82621066,全国统一服务热线:400-699-1286),以获得更多的有关不锈钢手工操作(半自动)埋弧焊工艺以及奥氏体不锈钢、马氏体不锈钢、铁素体不锈钢、沉淀硬化不锈钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市瀚弘不锈钢铜铝有限公司
『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2013-06-21】 【关闭本页】
Tel:0769-82621088 82621066 Fax:0769-82621099 E-mail:sales@hc-sus.com
公司名称:东莞市弘超模具科技有限公司 详细地址:广东省东莞市塘厦镇林村管理区
ICP备案号:粤ICP备09088529号-2 技术支持:搜优网站建设 华工大特殊钢研究中心 中国特殊钢网