


奥氏体不锈钢的带极电渣堆焊工艺性能
- 带极电渣堆焊用烧结焊剂与尺寸24 mm×0.5 mm的奥氏体不锈钢焊带配合试验,在板厚为10 mm 的Q235 钢板上施焊,直流反接,电压25~28 V,电流350~400 A,速度4~10 m/h,焊带干伸长20~25 mm。
焊接过程中电渣的建立和稳定性是烧结焊剂的重要性能之一。研制的焊剂中含有较多萤石(CaF2),具有高电离势的氟,与电子的亲和力大,能夺取电弧中的电子,形成负离子,减少电子数量,电弧很快熄灭并形成液态熔渣,导电性良好的熔渣使电渣过程更平稳。由试验可知,研制的焊剂由电弧过程进入电渣过程的时间较短(约5 s),在焊接过程中飞溅很少,当焊接参数变化时,电渣过程也能迅速恢复到稳定状态。
焊后渣壳能否脱落是焊接工艺性能的重要指标之一,脱渣性能在自动化多层连续焊接时具有特别重要的意义。液态熔渣与正在结晶的焊缝金属表面要进行反应,直到熔渣凝固为止。影响脱渣性的主要因素是熔渣与焊缝金属的化学反应,此外还与渣壳的热膨胀系数和熔渣成分中的相变应力有关。奥氏体不锈钢焊带由于铬含量高,易在熔渣中形成Cr2O3 等尖晶石氧化物,导致脱渣困难。自行研制的焊剂具有良好的脱渣性,其焊后形成的熔渣如图1所示,只需轻轻敲击母材,熔渣就整体脱离堆焊层金属。这是因为焊剂中的SiO2 形成连续的网状玻璃状非晶态组织,使熔渣整体性强,内部结合力较大。
焊缝成形的质量与焊剂的氧化性、堆积密度、表面张力和粘度等因素有关。冶金反应时产生的气体不易逸出而在渣与金属之间形成具有一定压力的气泡,气泡压迫液态金属,从而产生压痕。表面压痕影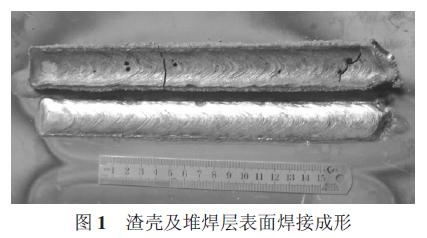
响焊缝成形和美观,而且在凹坑中易形成夹渣。由图1可知,采用带极电渣堆焊得到的堆焊层表面光洁,波纹细腻,几何尺寸均匀一致,无咬边和表面压痕。
更多信息
请直接与我公司服务人员联络(咨询热线:0769-82621055全国统一热线:400-699-1286),以获得更多的有关日本不锈耐热钢、德国不锈耐热钢、中国不锈耐热钢、双相不锈钢、沉淀硬化型不锈钢、440C、铜、耐热钢、高温合金、耐蚀合金、耐高温不锈钢纸箔、防锈铝的选择、应用及库存等相关资料。
资料来源:东莞市弘超铜铝有限公司
『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2013-11-01】 【关闭本页】
Tel:0769-82621088 82621066 Fax:0769-82621099 E-mail:sales@hc-sus.com
公司名称:东莞市弘超模具科技有限公司 详细地址:广东省东莞市塘厦镇林村管理区
ICP备案号:粤ICP备09088529号-2 技术支持:搜优网站建设 华工大特殊钢研究中心 中国特殊钢网