


奥氏体不锈钢的搪玻璃反应加工工艺
随着生物 、医药、食品等行业的迅速发展,不仅要求搪玻璃反应釜内部具有抗腐蚀性和外表洁净卫生,而且有些反应生成物需在低温下(感一20℃)保存。目前我国生产的搪玻璃反应釜的基体均为Q235系列或20R的碳钢或低合金钢,现行标准HG2432[1」中 虽允许选用09Mn系列的搪瓷专用钢,市场上实际没有,瓷釉也只有与碳钢相匹配的底釉。所以,现行标准规定搪玻璃反应釜在一定设计压力下的使用温度为:>一20℃一蕊200℃,且外表油漆脱落后极易生锈。因此,目前的碳钢基体搪玻璃反应釜不能满足低温工况()一40℃一感一20℃)下安全运行和对卫生要求较高的生物、医药、食品行业的需求。另外,由于不锈钢对含氯离子或非氧化性酸的介质不耐腐蚀,还可能导致药品等特殊物料的重金属离子含量超标。为此某公司以市场为导向,自2001年起研制开发奥氏体不锈钢搪玻璃反应釜。
根据设备应在低温工况下安全运行和外表能保持洁净卫生要求的特性,更新概念和突破传统技术,选用奥氏体不锈钢作为搪玻璃反应釜的受压元件基体,并研制出能与奥氏体不锈钢相匹配的专用底釉。由于奥氏体不锈钢的线膨胀系数在20一200℃时,要比碳钢的大约40%,高温抗氧化性也好,另外,在加热或冷却中的相变不同,所以需采取一些措施。其关键加工工艺为:
钢坯成型和焊接
(1) 受 压 元件在冷成型过程中,应防止产生冷作硬化和铁磁相含量过大;
(2) 热 成 型时,应避免采用可能使工件表面被渗碳的加热方法,防止降低其耐腐蚀性能;
(3) 组 焊 时,除不允许采用强力组装外,还须严格控制焊接工艺参数,并选用较小的线能量,以减小
内应力和产生过烧组织的倾向;
(4) 涂 搪 侧所有转角,R>10m m.
涂搪侧基体的表面处理
奥氏 体 不 锈钢搪玻璃反应釜的钢坯在涂搪底釉前可不进行预烧,只需对涂搪侧表面进行喷砂(Sa3)或酸洗氧化处理。应优先采用喷砂处理方法,以增加涂搪侧基体的表面粗糙度和表面积,达到增强底釉与基体的粘结和机械密着力。如采用酸洗氧化处理,则必须制定合理的酸洗氧化处理工艺(如选择:酸洗液的种类、组分比例、温度、时间),并在处理后应立即进行中和处理,防止酸洗液渗入基体表层而影响搪瓷层的质量。
搪瓷烧成工艺
奥氏体不锈钢与碳钢,在线膨胀系数和加热,冷却中相变方面的差异,决定了奥氏体不锈钢搪玻璃反应釜的烧成工艺也不同于碳钢基体。据此,采用阶梯加热和冷却方式的烧成工艺(见图1),在这里应充分考虑基体和搪瓷层各自的相变特点,以及相变应力产生的不利因素。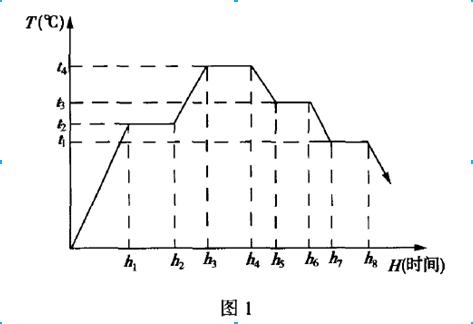
更多信息
请直接与我公司服务人员联络(咨询热线:0769-82621055全国统一热线:400-699-1286),以获得更多的有关日本不锈耐热钢、德国不锈耐热钢、中国不锈耐热钢、双相不锈钢、沉淀硬化型不锈钢、440C、铜、耐热钢、高温合金、耐蚀合金、耐高温不锈钢纸箔、防锈铝的选择、应用及库存等相关资料。
资料来源:东莞市弘超铜铝有限公司
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2013-10-29】 【关闭本页】
Tel:0769-82621088 82621066 Fax:0769-82621099 E-mail:sales@hc-sus.com
公司名称:东莞市弘超模具科技有限公司 详细地址:广东省东莞市塘厦镇林村管理区
ICP备案号:粤ICP备09088529号-2 技术支持:搜优网站建设 华工大特殊钢研究中心 中国特殊钢网